光电复合缆光纤热熔制作
制作光电复合缆所需工具、材料及设备参见下表。
材料 | 图示 | 工具 | 图示 | 设备 | 图示 |
|---|---|---|---|---|---|
光纤热缩保护管-60 mm,带不锈钢钢丝加强 |  | 皮缆开剥钳 |  | 单芯光纤熔接机,推荐藤仓Fujikura 80C+或具有相同功能其它主流品牌具有纤芯对准功能的型号 |  |
熔接保护管 |  | 斜口钳 |  | ||
光纤尾缆:带有成品LC连接器的G.657A2单模光纤尾缆,尾缆长度推荐50 cm左右 |  | 米勒钳 |  | 光纤切割刀:推荐住友SUMITOMO FC-6S型号或具有相同功能其它主流品牌的型号 |  |
光电复合缆蝶形子缆:从光电复合缆中剥出长度约50 cm |  | 无尘纸(配酒精) | - |
设置光纤熔接机
- 按设备使用手册,清洁光纤夹持、固定区域及放电电极,如电极放电次数已接近寿命上限,需要及时更换设备原厂新电极。
- 设置光纤:熔接模式选择单模的AUTO模式。
- 设置热缩管加热模式:选择热缩管长度为60 mm,加热时间为30 s或使用热缩套管在熔接机上进行实际测试后确定,加热温度240 ℃,加热结束温度100 ℃。
- 热缩时间的确定,以热缩套管完全熔化成一体且通体透明的程度为准。
熔接前操作准备
1. 打开熔接保护管两端的螺帽,略微张开尾部的爪子,依次将螺帽和熔接保护管穿到光纤尾缆上。

2. 将另一个螺帽和热缩保护管依次穿到光电复合缆蝶形缆上。

蝶形缆光纤预制
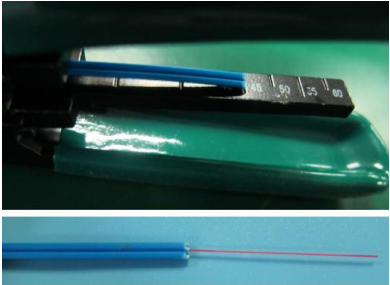
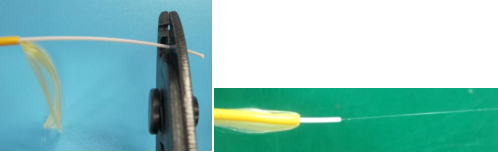
1. 使用皮缆开剥钳将蝶形缆光纤剥出40 mm以上,如下图所示。
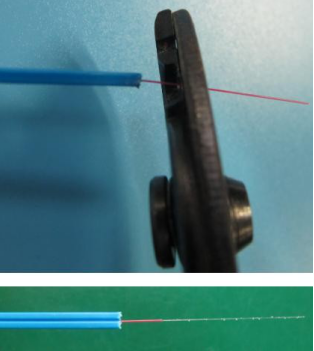
2. 用米勒钳剥除光纤的涂覆层,光纤尾端保留5 mm左右的涂覆层。
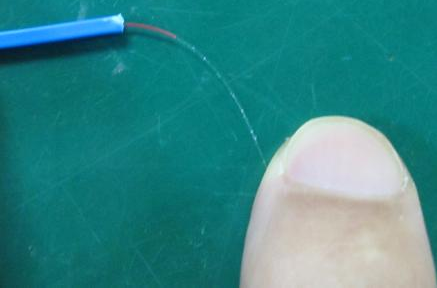
3. 用手指分别在光纤的水平和垂直两个方向各弯曲3次,弯曲角度约60°,光纤不断裂即说明光纤未受到损伤。
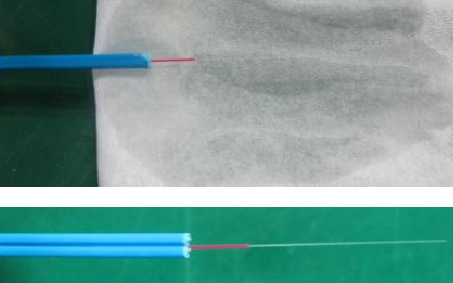
4. 使用蘸酒精的无尘纸沿光纤的水平和垂直两个方向各擦拭一次,去除表面涂覆层及粉尘等其它脏污。
5. 使用光纤切割刀切割光纤,切割后的光纤总长度为16 mm~20 mm,推荐18 mm,切割后的光纤特别是端面不可触碰其它物体,否则应重新切割。
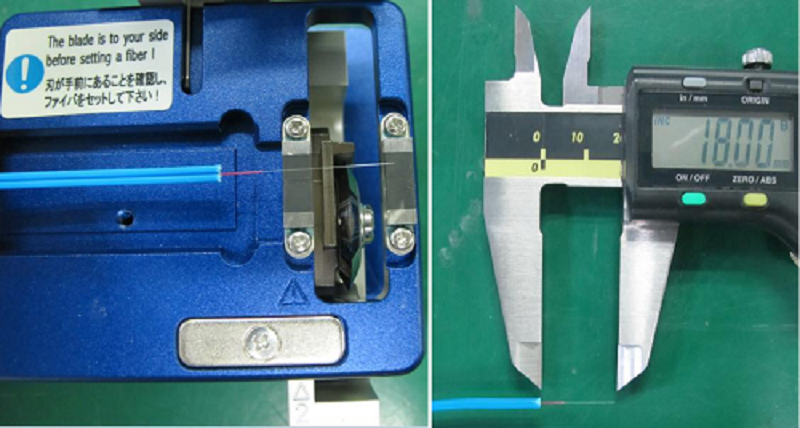
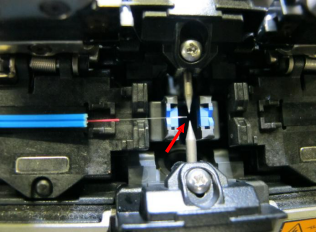
6. 将光纤小心的放到熔接机一侧并固定好,注意光纤前端需要调整放置在底座和电极中间,否则无法熔接。
尾缆光纤预制
1. 使用米勒钳将尾缆外护套剥出40 mm以上,保留芳纶纤维约10 mm,并逐段剥除光纤的保护层,光纤尾端保留5 mm左右的保护层。

2. 用手指分别在光纤的水平和垂直两个方向各弯曲3次,弯曲角度约60°,光纤不断裂即说明光纤未受到损伤。
3. 使用蘸酒精的无尘纸沿光纤的水平和垂直两个方向各擦拭一次,去除表面涂覆层及粉尘,擦拭完的光纤不可触碰其它物体。
4. 使用光纤切割刀切割光纤,切割后的光纤总长度为16 mm~20 mm,推荐18 mm,切割后的光纤特别是端面不可触碰其它物体,否则应重新切割。

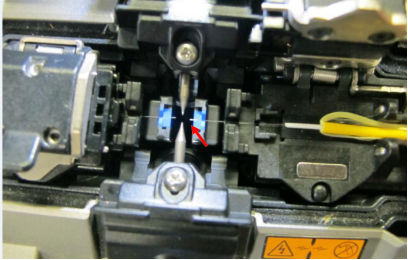
5. 将光纤小心的放到熔接机另一侧并固定好,光纤前端需要调整放置在底座和电极中间,否则无法熔接。
热缩保护管安装
1. 将热缩保护管从蝶形缆一侧推到两根光缆的正中间,两端必须要有约10 mm光缆外护套保护在内,其中尾缆一侧芳纶纤维要嵌入热缩管中。
2. 将热缩管对齐熔接机长度标识线,整体放入加热仓中,并按加热键进行加热,使保护管热缩。

3. 热缩套管完全冷却并固化完成后(根据施工时的气温有所不同,一般需要3分钟~5分钟),取出光纤,热缩管应从两端到中间都完全熔融成一体,轻拉光缆确认熔接强度。
- 在热缩套管完全冷却并固化之前,切不可拉拽或移动光纤,否则会引入残余应力导致光纤断裂。
- 必须使用通光笔进行检验,如果发现异常漏光,应剪断光缆从头重新制作。
熔接保护管安装
将熔接保护管推到热缩管上,分别将两端的爪子略微合拢并旋紧螺帽,旋紧后的光缆应牢固的固定在保护管中不产生滑动。至此完成光纤的熔接。
