光电复合缆及网线制作指导
说明:对于光电复合线缆,推荐使用热熔的方式制作,更方便快捷。
光电复合线缆热熔制作(推荐) 返回顶部
对于已配套发货成品光纤接头部分的光电复合线缆,可以通过将光纤接头与光纤进行熔接的方法,快速完成光纤制作。光纤熔接需要配备光纤熔接机,具体操作如下。
准备工作
-
材料准备。需要的材料包括:
-
工具准备。需要的工具有:

-
设备准备。需要的设备有:
安装光纤连接器
-
光纤熔接机设置
-
按设备使用手册,清洁光纤夹持、固定区域及放电电极,如电极放电次数已接近寿命上限,需要及时更换设备原厂新电极。
-
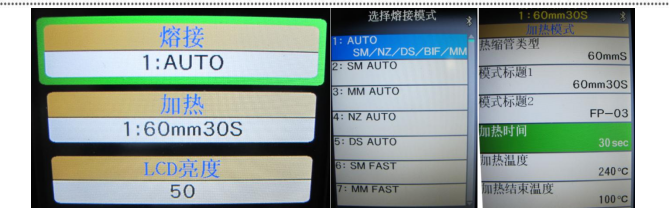
设置光纤:熔接模式:选择单模的 AUTO 模式。
-
设置热缩管加热模式:选择热缩管长度为60 mm,加热时间为30 s或使用热缩套管在熔接机上进行实际测试后确定,加热温度240℃,加热结束温度100℃。
注意:热缩时间的确定,以热缩套管完全熔化成一体且通体透明的程度为准。
-
熔接前操作准备。
-
打开熔接保护管两端的螺帽,略微张开尾部的爪子,依次将螺帽和熔接保护管穿到光纤尾缆上。


-
将另一个螺帽和热缩保护管依次穿到光电复合缆蝶形缆上。

-
蝶形缆光纤预制。
-
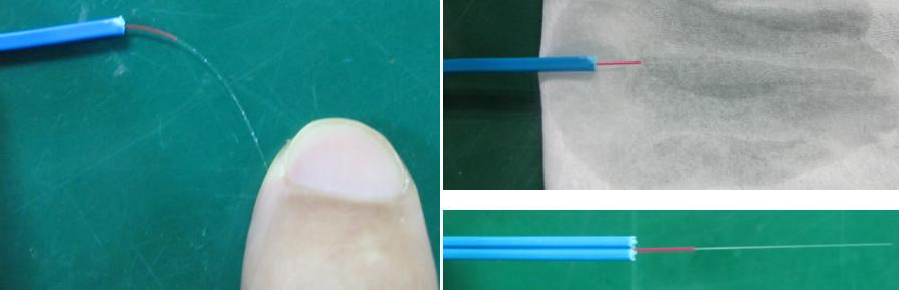
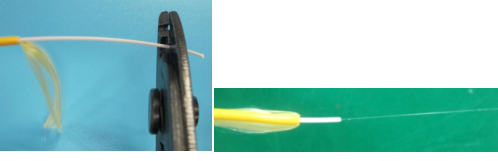
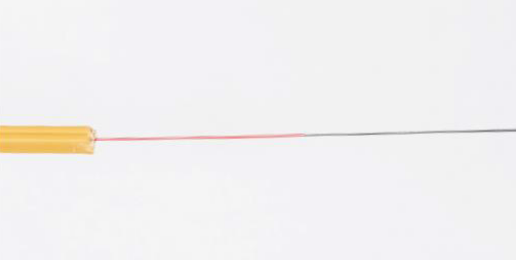
使用皮缆开剥钳将蝶形缆光纤剥出40mm以上。
-
使用米勒钳剥除光纤的涂覆层,注意:光纤尾端保留5mm左右的涂覆层。

-
用手指分别在光纤的水平和垂直两个方向各弯曲3次,弯曲角度约60°,光纤不断裂即说明光纤未受到损伤。
-
使用蘸酒精的无尘纸沿光纤的水平和垂直两个方向各擦拭一次,去除表面涂覆层及粉尘等其它脏污,注意:擦拭完的光纤不可触碰其它物体。
-
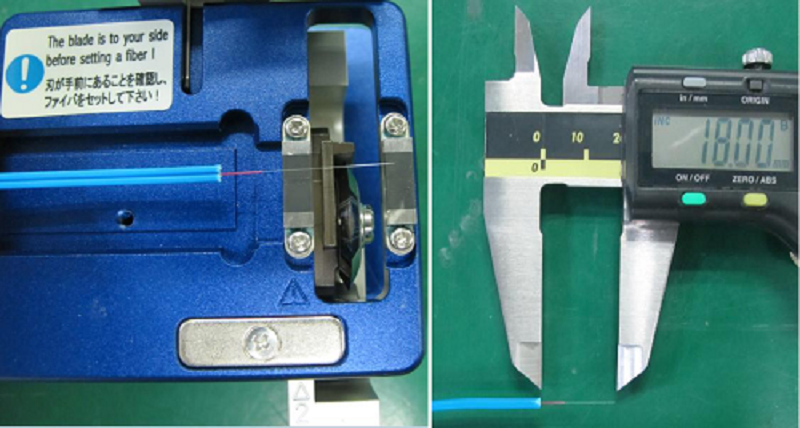
使用光纤切割刀切割光纤,注意使切割后的光纤总长度为16~20mm,推荐18mm;注意:切割时光纤应与刀片呈90°垂直。切割后的光纤特别是端面不可触碰其它物体,否则应重新切割。
-
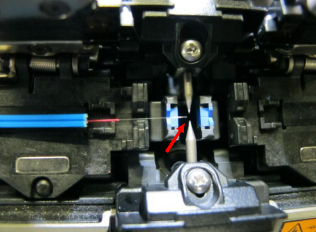
将光纤小心的放到熔接机一侧并固定好,注意光纤前端需要调整放置在底座和电极中间,否则无法熔接。
-
尾缆光纤预制。
-
使用米勒钳将尾缆外护套剥出40 mm以上,保留芳纶纤维约10 mm。

-
使用米勒钳逐段剥除光纤的保护层,注意:光纤尾端保留5 mm左右的保护层。
-
用手指分别在光纤的水平和垂直两个方向各弯曲3次,弯曲角度约60°,光纤不断裂即说明光纤未受到损伤。
-
使用蘸酒精的无尘纸沿光纤的水平和垂直两个方向各擦拭一次,去除表面涂覆层及粉尘,注意:擦拭完的光纤不可触碰其它物体。
-
使用光纤切割刀切割光纤,注意使切割后的光纤总长度为16~20 mm,推荐18 mm;注意:切割时光纤应与刀片呈90°垂直。切割后的光纤特别是端面不可触碰其它物体,否则应重新切割。

-
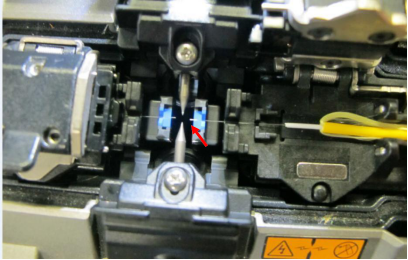
将光纤小心的放到熔接机另一侧并固定好,注意光纤前端需要调整放置在底座和电极中间,否则无法熔接。
-
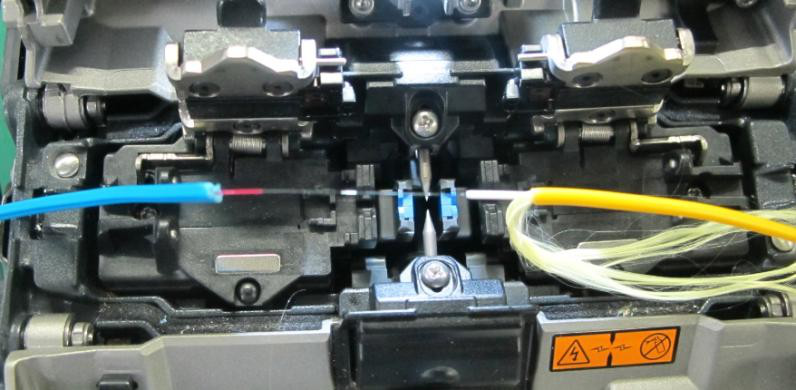
熔接光纤。
放置好蝶形缆和尾缆后,关闭熔接机防风罩,按SET按钮进行光纤熔接。熔接完成后,打开防风罩,观察熔接状况,光纤顺滑,无明显起泡和凸起且轻拉不断裂为合格。注意保护熔接好的光纤,不能弯折。
-
热缩保护管。
-
将热缩保护管从蝶形缆一侧推到两根光缆的正中间,注意:两端必须要有约10 mm光缆外护套保护在内,其中尾缆一侧芳纶纤维要嵌入热缩管中。
-
将热缩管对齐熔接机长度标识线,整体放入加热仓中。

-
按加热键进行加热,使保护管热缩。
-
热缩套管完全冷却并固化完成后(根据施工时的气温有所不同,一般需要3~5分钟),取出光纤,热缩管应从两端到中间都完全熔融成一体,轻拉光缆确认熔接强度。
注意:在热缩套管完全冷却并固化之前,切不可拉拽或移动光纤,否则会引入残余应力导致光纤断裂。
必须使用通光笔进行检验,如果发现异常漏光,应剪断光缆从头重新制作。

-
安装熔接保护管。
将熔接保护管推到热缩管上,分别将两端的爪子略微合拢并旋紧螺帽,旋紧后的光缆应牢固的固定在保护管中不产生滑动。至此完成光纤的熔接。
注意:先旋紧蝶形缆侧螺帽以保证固定性。

光电复合缆冷接制作(限制使用) 返回顶部
官方渠道发货的LC连接器,主要有3个品牌,分别是盛隆丰、中航、住友。各品牌的LC冷接连接器制作基本相同,但也存在一定细微差异。详细可扫描二维码查看视频。

以盛隆丰的LC连接器为例说明LC连接器的制作。光电复合缆(盛隆丰品牌)的光纤冷接制作视频如下。
安装光纤连接器
Step1:光纤皮处理
-
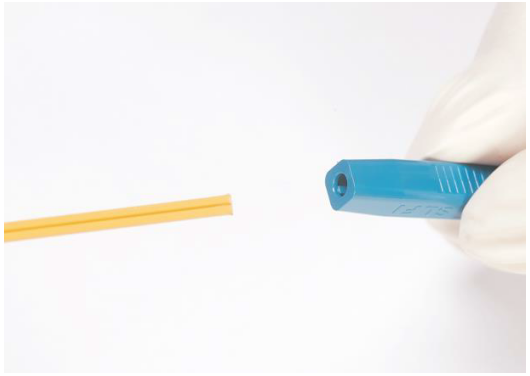
套入皮缆时,皮缆先穿过圆孔。
-
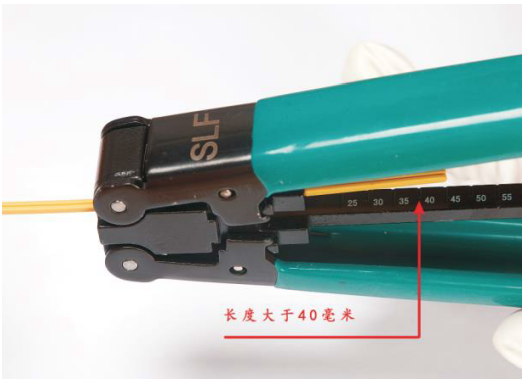
注意剥纤器上刻度,皮缆长度要求大于40 cm。
-
注意切割面平整,光缆内钢丝无明显外漏、弯曲。

-
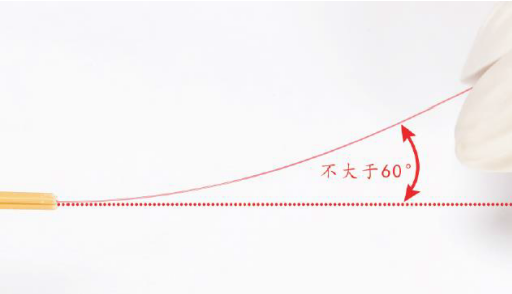
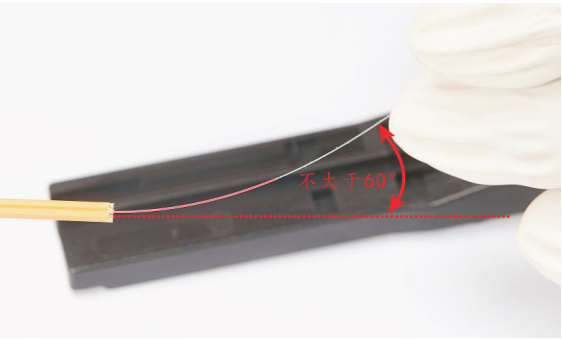
检查裸纤,单边角度不大于60°,重复3次。
Step2:剥纤
-
刀口处不得有附着物,如有必须先清除。

-
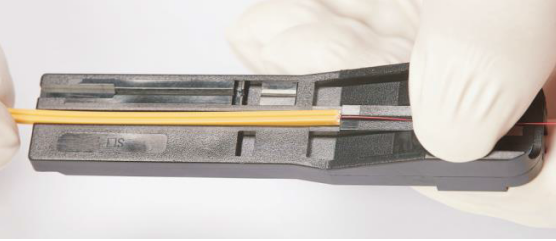
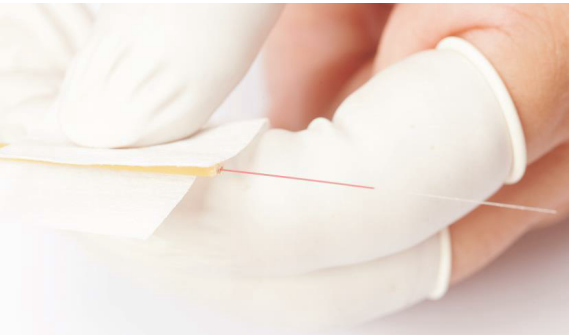
光纤皮缆横置放入凹槽内,皮缆前段与工具接触处不要有缝隙。

-
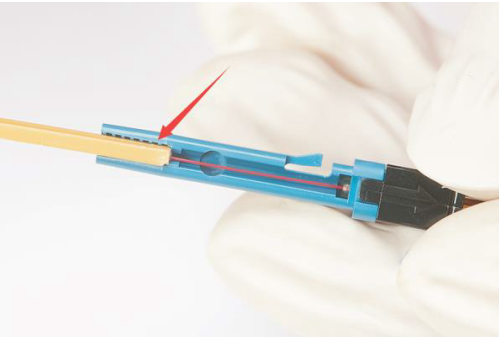
如图下压剥纤器并匀速拉出光纤。
-
剥除光纤涂层后备用。
Step3:切割光纤
-
检查裸纤,单边角度不大于60°,重复3次。
-
用酒精棉布擦拭清洁裸纤。
-
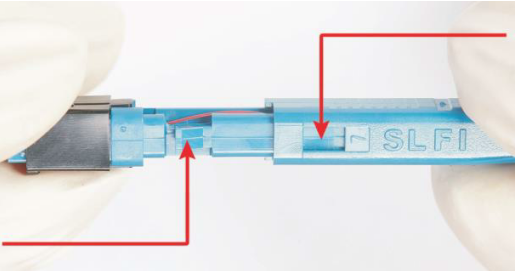
皮缆竖放入定长工具的凹槽内,前端接触处不要有缝隙。

-
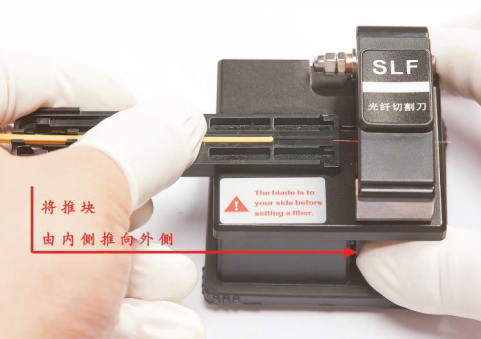
打开光纤切割刀的盖板并将推块由外侧推向内侧。

-
装入定长工具时,注意定长工具顶端与切割刀之间不要有缝隙。

-
盖上盖板,将推块由内侧推向外侧,切割光纤。
-
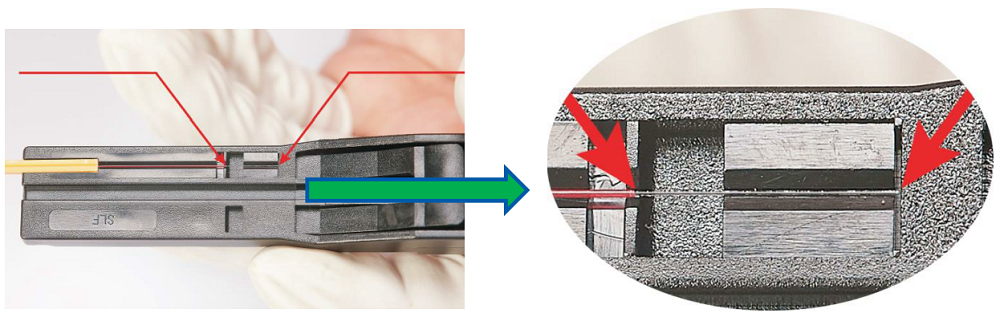
从定长工具中取出切割好的光纤用标准尺对,符合上图标识的为合格产品。
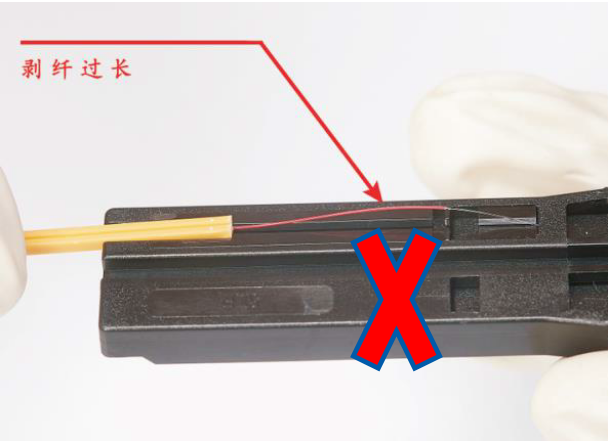
注意1:剥纤过长的不合格,禁止继续装配
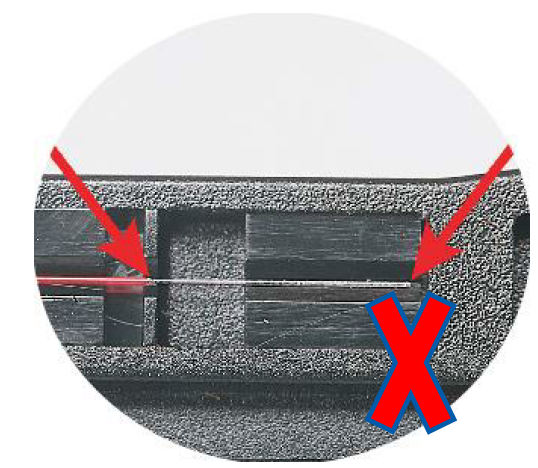
注意2:剥纤过短的不合格,禁止继续装配
Step4:装配光纤
注意:将产品插入光模块时:
PB端TX对应黄色蝶形缆光纤,RX对应蓝色蝶形缆光纤。
Qcell端TX对应蓝色蝶形缆光纤,RX对应黄色蝶形缆光纤。
-
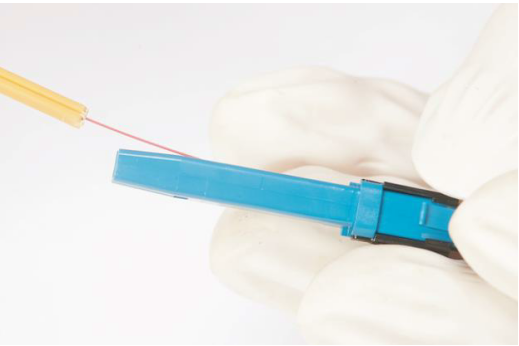
皮缆与LC成30°角斜插入V槽孔内。
-
皮缆顶到定位块后下压,压入尾夹槽内,再用力推皮缆确保皮缆顶部顶到尾夹的定位块。
-
完毕后光纤要有微弯,微弯以不超过顶沿为最佳微弯。过长或过短,都禁止继续装配,需重新剥纤。
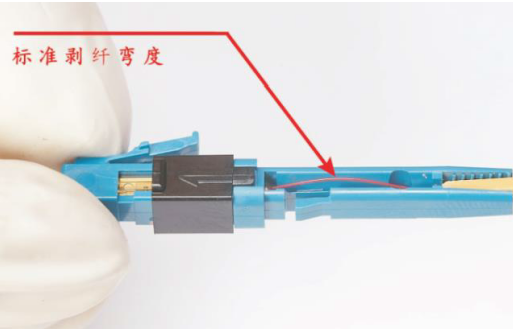
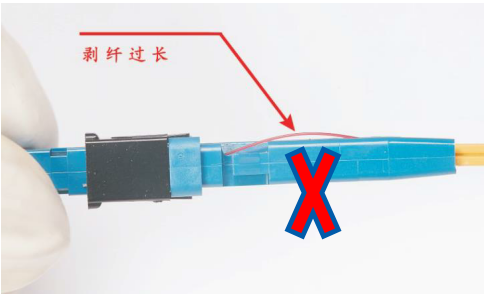

注意:过长或过短均不合格,都禁止继续装配,需重新剥纤。
-
合上尾护套,注意方形窗口和主体卡扣位置一致,听到“咔”的声音,表示尾护套合上了。
-
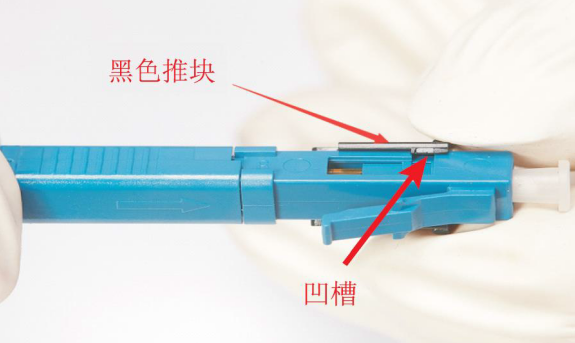
沿箭头推动黑色推块到顶部,锁紧光纤。

-
沿前段凹槽拆除黑色推块。
-
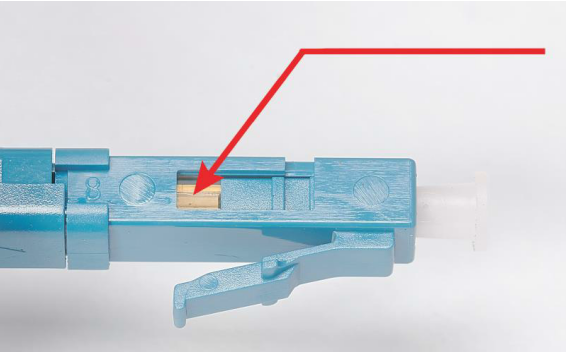
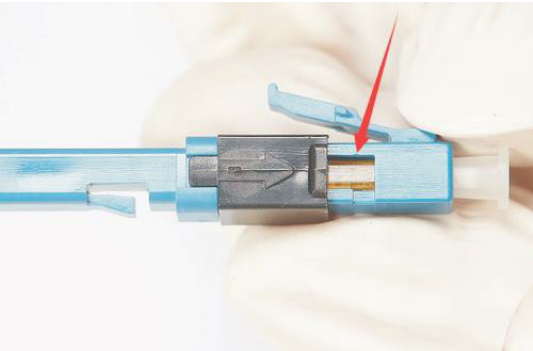
目测LC头部小窗是否完全闭合。
拆卸光纤流程
-
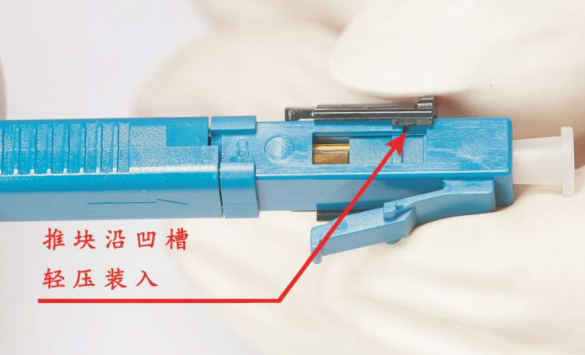
沿LC正面两凹槽轻压装入黑色推块。
-
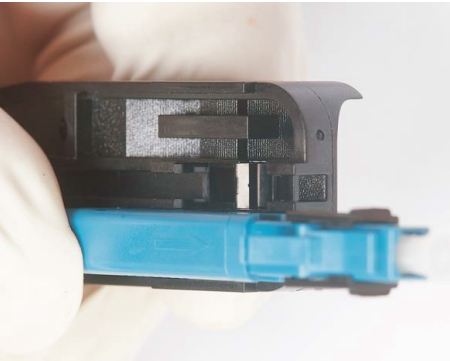
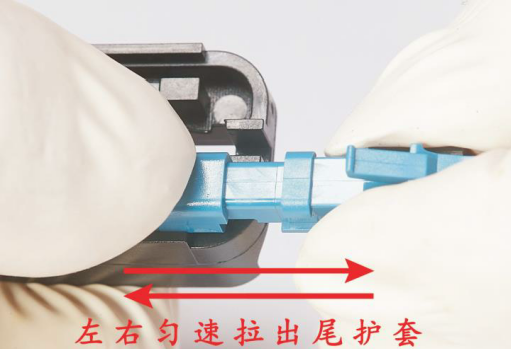
将LC尾护套装到定长工具的尾护套卸块位置。
-
压紧后两手水平反相拉动,拔出尾护套。
-
沿箭头方向推动黑色推块到达底部。

-
目测LC小头部小窗口完全打开。
-
将皮缆与LC成30°角微倾取出,拉出光纤。

光电复合缆2芯RJ45电源接头制作 返回顶部
工具及材料
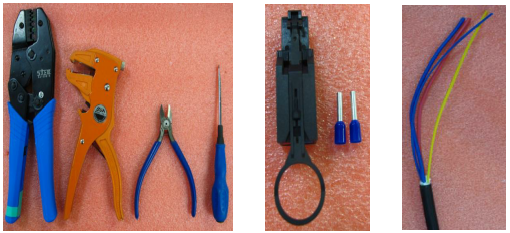
需要准备的工具包括:管状端子压线钳(至少包括1.5 mm2、2.5 mm2、4 mm2三种规格)、剥纤钳、斜口钳、一字螺丝刀。
材料包括:两芯RJ45电源插头、圆形管状端子、光电复合缆(预处理:外护套和填充绳至少去除30 cm)。注意:电源线必须要穿管状端子,否则会导致接触不良及安全隐患。
制作过程
-
剥线及穿管状端子
使用剥线钳将电源线绝缘护套剥除,剥除长度与管状端子相同,将芯线螺旋形拧成一股,然后将芯线穿进管状端子里。

-
压线
使用压线钳将管状端子压好,并使用斜口钳去除前端多余的芯线。

-
安装
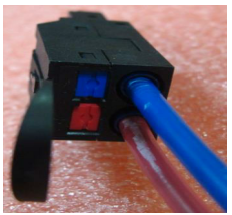
将压接好的端子按颜色对应插入两芯RJ45电源插头响应的插孔中,插到位后可听到“吧嗒”一声,往外轻拉电源线,端子在插头中无活动则完成,否则需要稍用力将端子顶到位重试。
-
拆卸(可选)
使用一字螺丝刀对准电源插头色块中间的一字槽用力按压,同时轻拉线缆,端子便可拉出。

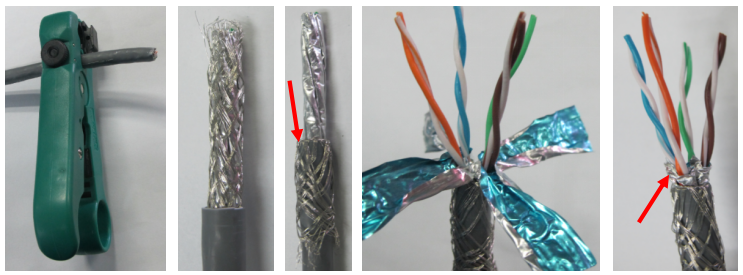
CAT6A工业水晶头制作 返回顶部
材料和工具准备
需要的工具包括压线钳(去除压头的管状端子压线钳,随CAT6A工业水晶头配备)、剥线刀、斜口钳;材料包括CAT6A工业水晶头(带穿线器)、CAT6A S/FTP网线。


网线制作过程
-
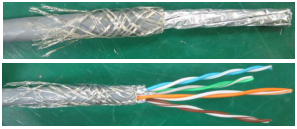
剥线。使用剥线刀将网线外护套去除30 mm以上,注意调整刀口位置,不能损伤编织屏蔽层,将编织屏蔽后翻到尾部外护套上,然后将铝箔屏蔽打开并使用斜口钳沿根部去除。
-
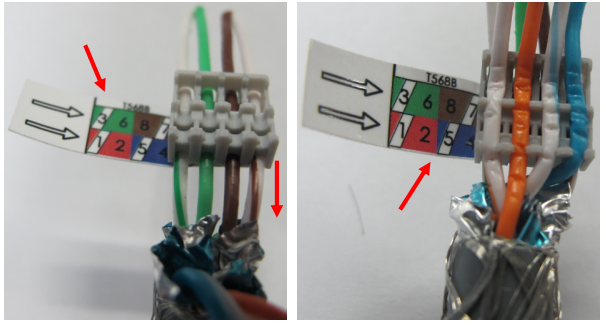
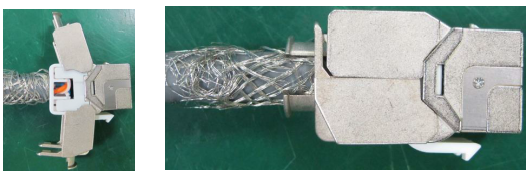
穿线。按工业水晶头穿线器颜色规定的顺序,将白绿、绿、综、白棕4根芯线穿进穿线器下排插孔中,并将穿线器推到芯线尾部,然后将白橙、橙、白蓝、蓝4根芯线压入穿线器外层的槽中,使用指甲将线完全压紧。
-
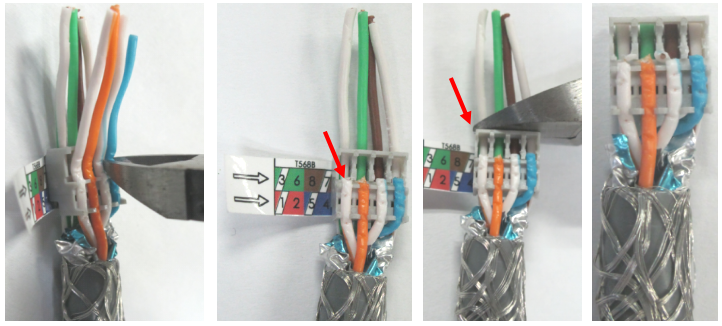
裁线。使用斜口钳先将上层的白橙、橙、白蓝、蓝4根线沿穿线器的边缘逐一剪整齐,然后将下层白绿、绿、综、白棕4根芯线沿外壳剪整齐,最后撕掉颜色指示标签。
-
压接。将工业水晶头本体的外壳翻开,将穿线器能看到芯线的一侧扣到工业水晶头本体线槽中,注意穿线器上的导向结构会自动定位,轻推穿线器不活动后,用手指轻压预定位并将上盖翻下,然后使用压线钳缓慢加力直到将上盖压到位自动扣好,扣好的外壳上下盖间应没有空隙。

-
加固。使用随配的扎带将外壳尾部弹片扎紧加固,最后将编织屏蔽修剪整齐,完成安装。

-
检验。使用fluke DSX-1800等专用网线测试仪对两端都压接好的网线进行性能测试,网线性能必须通过TIA 568C规定的CAT6A Channel(+POE)指标测试。

-
拆卸返修。使用斜口钳将扎带去除,然后使用随配的拆卸工具将水晶头两侧的锁扣同时打开,翻开上盖,垂直取出穿线器,然后逐根拨出芯线即可重新安装。
注意:一定要垂直取出穿线器,否则会损坏工业水晶头内部端子。
CAT6A母头制作 返回顶部
材料和工具准备
需要的工具包括斜口钳、美工刀、卡线刀;材料包括CAT6A母头(包括线卡)、CAT6A S/FTP网线、扎带。

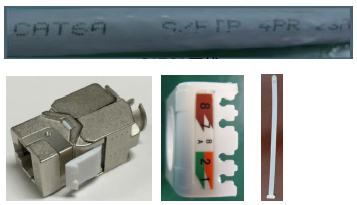
网线制作过程
-
剥线。将网线外护套剥去40 mm以上,将编织网往后翻起到网线外,将所有双绞线的铝箔屏蔽层打开沿底部剪掉。
-
穿线。按线卡上TIA 568 B的颜色标示将四对双绞线分两拨穿进线卡对应的孔中。

-
压线。打开双绞线并略微捋直单根芯线,然后使用卡线刀或直接用手指将芯线按线卡上TIA 568 B标示的颜色固定到对应线槽中。

-
裁线。使用斜口钳将线卡外侧的芯线沿外壳剪除。

-
扣合。将线卡插入模块主体,注意必须方向一致才可以配对,否则请旋转180°后再插入。用力压白色的将线卡推入到约空隙约剩1/5的位置,然后用力压紧上下盖直到外壳平齐扣点到位。
-
加固。使用随配的扎带将上下盖尾部扎紧,然后去除多余的扎带(默认配套白色扎带),制作完成。